Case Study
Marriott International


Marriott International

Marriott International
SITUATION
Leading global lodging company Marriott International selected Strebel to provide a reliable and more efficient heating and hot water solution for the Forest of Arden Marriott Hotel & Country Club located in the West Midlands. EOGB were selected to supply the commercial burners for the installation.
The heating system is required to provide heat and hot water for the 3-floor, 214-room luxury hotel and full-service hotel spa.
SOLUTION
The new heating solution involved the installation of three Strebel RU2S-10 698kw sectional boilers, each powered by Baltur TBG gas burners producing a total output capability of 2.1MW.
BENEFITS
By replacing the existing boilers with boilers powered by EOGB/Baltur burners, the hotel now benefi ts from increased effi ciency and lower CO2 and NOx emissions. Additionally, the units provide superior reliability and reduced fuel consumption.
Martin Cooke, Technical Manager at EOGB, said: “The burner-boiler match in this heating system is extremely effective. The technologically advanced Baltur TBG range of burners are all class three low NOx as standard, and coupled with the well-established RU range of Strebel boilers, provides optimum combustion and performance which means that heating can be controlled more economically.”
Mike Fodor, Director of Engineering at the Forest of Arden Marriott Hotel & Country Club, added: “As well as improving overall performance, the new installation will be benefi cial in reducing our energy consumption, which supports our group wide sustainability goals.”

The three Baltur TBG 120MC burners powering the Strebel RU2S-10 boilers
TECHNICAL
The EOGB/Baltur fully modulating gas burner range is available with outputs from 50kW to 45MW. The burners have low CO and NOx emissions and are easy to install which enables a trouble-free commissioning which is fully supported by EOGB engineers.
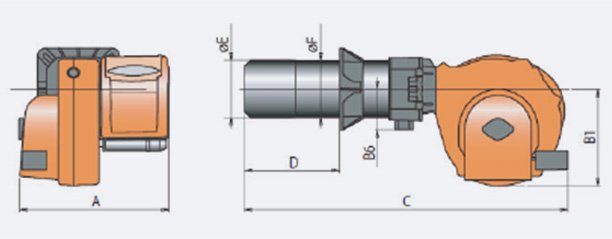
BALTUR TBG 120MC FULLY MODULATING GAS BURNER
The Baltur TBG 210MC burner is a low NOx and CO emissions gas burner compliant with European standard EN676 ‘Classe III’. Features include:
- Gas-fired burner CE certified according to standard EN676 l Two-stage progressive/modulating operation
- Multiblock Dungs gas valve with integral regulator and adjustable throughput
- Partial combustion gas recirculation blast pipe with low NOx emissions (class II)
- High ventilation efficiency, low electrical input, low noise
- Hinge opening on both sides for easy access to the combustion head when burner is installed
- Air capacity adjustment with linear opening controlled by electric servo motor
- Air damper closing when burner does not work
- Electrical panel that connects by 4 and 7 pole plugs/sockets (standard accessories)
- Electrical panel with protection rating of IP 55
- Sliding boiler coupling flange to adapt to head protrus