Case Study
Ward Recycling LTD


Ward Recycling LTD

Ward Recycling LTD
SITUATION
Recycling firm Ward Recycling Ltd (WRL) approached EOGB to provide an improved and more cost-efficient process heating solution at its glass beneficiation plant in Middlesbrough.
Operating since 2012, the plant processes glass collected from household, municipal and commercial sources to make glass grit which is used by companies as an alternative to traditional abrasive media such as silica sand or gravel. WRL glass grit is also often used as an environmentally-friendly solution for water treatment and filtration applications.
The heating system is a critical element of the recycling process to sterilise the glass and remove any contaminates such as metal or paper.
SOLUTION
EOGB carried out a full assessment of the combustion process at the site, providing a detailed report which gave a clear overview of the current burner performance and the savings that could be made with an upgraded system.
WRL was advised that by introducing a two-stage or fully modulating burner to the process, in place of the current single-stage operation, there would be less temperature fluctuation and more balanced heating which would lead to increased efficiency and significant cost savings.
BENEFITS
By integrating a Baltur two-stage burner into the existing control panel in place of a single stage burner, the system now benefits from higher reliability, a reduction in CO2 and NOx emissions and significantly lower operating costs.
Steve O’Neill, Technical Specifications Engineer at EOGB, said: “Previous operational issues have been eradicated and we have the option to implement further energy saving measures in the future. The upgraded system is highly- effi cient and is expected to provide trouble-free operation for many years to come.”
Paul Stonehouse of Ward Recycling Ltd, said: “As a result of changing to an EOGB system we have not only been successful in achieving the standards required by our accreditations but have also signifi cantly reduced our fuel usage by an average of 15% per month. As an environmentally-focused company this reduction in fuel usage and carbon footprint only goes to further enhance the value of the products we make.”

Baltur TBL85 P burner used in the new heating system at the Ward Recycling Ltd glass recycling plant
TECHNICAL
The EOGB/Baltur fully modulating gas burner range is available with outputs from 50kW to 45MW. The burners have low CO and NOx emissions and are easy to install which enables a trouble-free commissioning which is fully supported by EOGB engineers.
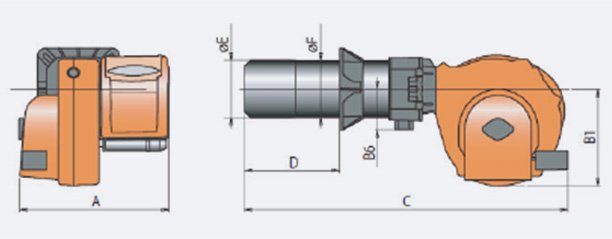
BALTUR TBL85 P TWO-STAGE OIL FIRED BURNER
The Baltur TBL85 P burner is a low NOx and CO2 emissions oil burner compliant with European standard EN676 ‘Classe II’. Features include:
- Two-stage operation
- Combustion air intake with air fl ow adjustment device
- Automatic control and command equipment compliant with European standard EN230
- Flame check by means of infrared IRD photo-electric cell
- Exhaust gas recycling blast-pipe able to achieve very low pollutant emissions
- Air capacity adjustment controlled by hydraulic damper for robust operation
- Air damper closing when burner does not work
- Electrical panel that connects by 4 and 7 pole plugs/sockets (standard accessories)
- Electrical panel with protection rating of IP 55
- Sliding burner to boiler coupling eliminating the requirement for extended head